重磅文章:低碳鋼鑄件,到底怎么用消失模才能干好?
發布者:武陟縣向陽模具有限公司 點擊次數:3101次-->
系統建立低碳鋼消失模鑄造的工藝體系
作者,浙江凱斯特新材料股份有限公司,田軍
一、制約低碳鋼消失模鑄造工藝進步的“瓶頸”
在我國,消失模鑄造工藝從灰鑄鐵起步。以取消砂芯為優勢,在變速箱、發動機缸體、飛輪殼、電機殼,等形狀較復雜的殼體類產品上,消失模鑄造工藝進步迅速,較短時期就形成產業規模。
球墨鑄鐵的推廣難度稍大一些,甚至有的行業和客戶端,較長時間不接受消失模鑄造的產品。直到 2010 年前后才真正形成產能。
鑄鋼工藝的探索幾乎同步于球墨鑄鐵,并取得了一定的進步,一度呈現出較強的發展趨勢。但是,鑄鋼的消失模技術并未上升到更高的層次,更未達到預期和理想的效果,總體是不成功的,尤其是低碳鋼。
卡住工藝進步的“瓶頸”非常明確:
1、白模分解給鑄件帶來大量增碳,且分布不均勻和極不穩定。
2、大量碳渣形成的內在和外觀缺陷,嚴重制約成品率。
3、砂眼、氣孔缺陷大量產生,與水玻璃砂、覆膜砂工藝相比,差距非常明顯。

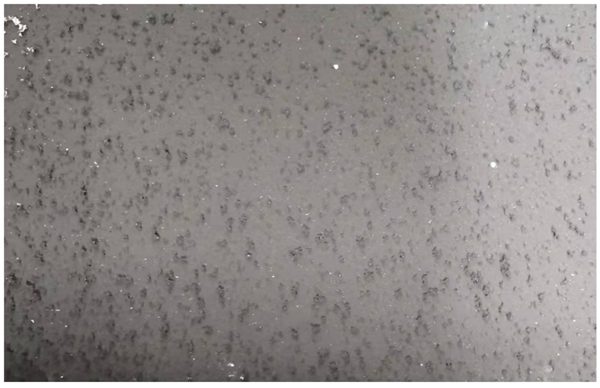
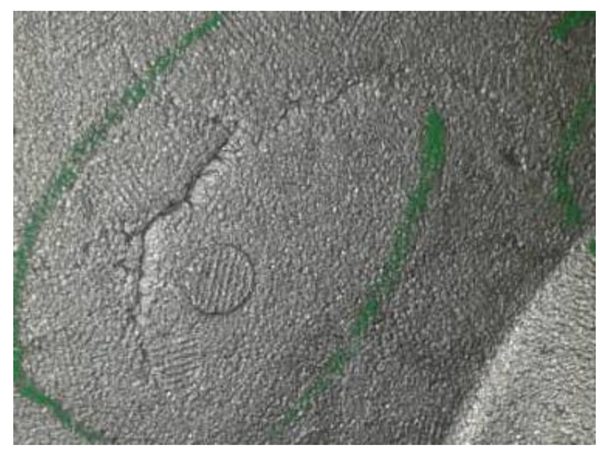
附圖 1,白模消失導致的外觀碳缺陷,

附圖 2,白模消失導致的內在碳缺陷

附圖 3,集中發生的砂眼和氣孔缺陷
產品質量低劣,經濟效益低下,否定該工藝方向的聲音愈來愈強烈。部分企業不堪重負,直接判定項目失敗;個別企業以高昂的成本代價,走向空殼澆注,即裝箱造型前將白模焙燒清除;更多的項目轉向先燒后澆工藝。
二、先燒后澆工藝積極的進步意義
白模分解產物造成增碳和碳缺陷的趨勢是客觀存在的,必須面對這個事實。
通過合理的工藝過程,將其產生的影響降到更低,是唯一方向。
先燒后澆就是該工藝理念下產生的,看似用一個很簡單直接、非常容易被理解的工藝方式,解決了讓消失模鑄鋼工藝舉步維艱的問題,并風靡了一個發展時期。
澆注前將白模燒干凈,或燒掉大部分,型腔中的白模消失或減少了,自然產生降低增碳和減少碳缺陷的效果。
大量生產實踐證明,先燒后澆確實有效改善和克服了增碳問題,對消失模鑄鋼工藝有積極的進步意義。
但其同時放大了其它方面的不利因素:
1、負壓狀態下,火焰在型腔內形成的分解溫度較低,只能達到幾百攝氏度。白模較低溫度富氧燃燒,氣化程度較差,殘留的碳渣非常多。
涂層內表面及殘留的白模表面,會形成連續的碳渣層。
碳渣的主要組分是碳化物,分解溫度較高,即便 1500℃以上的金屬液體,也不能使其較充分分解,澆注后必然產生更大量的碳缺陷。
復雜結構鑄件,白模更難燒干凈。未燃燒的白模,由于表面覆蓋了連續的碳渣層,影響了澆注過程中的充分氣化分解,促進了碳渣的更大量產生。
附圖 4,EPS 白模燃燒后涂層內表面形成的連續碳渣層
2、白模燃燒后,燃燒通道大量進氣,砂箱內的實際負壓非常低(一般會降低到 0.02MP 上下),砂型強度嚴重下降,極易導致漲箱及鐵包砂,嚴重時造成塌箱,中大鑄件及厚大鑄件反應尤其敏感。
金屬液體流經位置極易形成沖砂,大量的涂層及型砂被沖入型腔,形成砂眼缺陷。

附圖 5,先燒后澆導致的塌箱
3、先燒后澆,在較低的負壓狀態下開放充型,持續大量進入型腔的氣體不能及時充分排出,極易被金屬液流捕捉,形成氣孔缺陷,尤其是殘留的白模位置。

附圖6,先燒后澆集中發生的氣孔缺陷
三、如何建立系統、平衡的工藝體系
相比其它鑄造工藝,消失模鑄造是更系統的工藝過程。必須充分發揮其工藝優勢,通過合理、系統的工藝設計,嚴謹的過程控制,對白模分解產物“節源開流”,才能實現理想的效果。
(一)、以排氣為核心
1、砂型強度是通過負壓得到的,負壓是通過排氣實現的。只有順暢的排氣,才能實現充足的負壓,從而保證足夠高的砂型強度,降低塌箱、漲箱風險,減少和消除鐵包砂、砂眼等鑄造缺陷。
2、白模消失產生大量氣體,必須瞬間排出,才能有效保持砂型所有部位的強度;保證順暢的澆注充型過程;減少金屬液體捕捉氣體的機會,從而減少和消除氣孔缺陷。
3、白模分解產生的游離碳,可通過排氣過程,被涂層部分吸收。排氣效果好,涂層吸收的碳相應較多。
排氣是消失模鑄造的工藝優勢,充分排氣是消失模工藝體系的核心,鑄造工藝設計及過程控制必須以此為核心展開。對影響排氣的所有因素,應高度敏感性地重視,以充分發揮其工藝優勢,為降低增碳最大程度地“開流”。
影響排氣的因素:
1、充足的排氣動力,
1)功率充足的真空泵及負壓系統。
排氣功率和排氣量宜大不宜小。
為降低電耗,可小功率多機組并聯,根據產品特點和負壓情況靈活開啟和關閉。
有條件的,采用變頻電機,根據負壓設定范圍自動控制開關。
更高層次,澆注、保壓兩套負壓系統,自動切換。
2)足夠高的、相對穩定的澆注負壓值。
結合澆注系統的設計和澆注速度,一般就高不就低,不要過多考慮附壁效應。(負壓過大能抽塌箱或將金屬液體抽出來也是不正確的)
澆注負壓值必須穩定在工藝設計的范圍內,范圍設定不能太大。
變頻控制更好。
專人控制在固定值最好。
2、順暢的排氣通道
1)合理的砂箱設計:負壓管路分布均勻,宜密不宜疏,加強底抽;通氣孔的總面積宜大不宜小,越大越好。
2)砂箱定期檢查并及時維護,保持通氣孔足夠高的透氣率。
3)排氣管路截面積,或總截面積足夠大,并保持暢通。包括總排氣管路、分支排氣管路、氣閥內置通道、橡膠波紋管、砂箱外排通道等。
3、透氣性良好的涂層
1)涂料的透氣性能良好。(實現涂層透氣性的內因和基礎)
不能為單向提高強度而降低其透氣性。選擇常溫強度、高溫強度、透氣性均良好的涂料。自配涂料:粘結劑同時具備良好的強度及透氣性能;骨料在保證有效含量的前提下,必須保持合理、穩定的粒度結構。
2)涂層均勻、厚度可控。合理的濃度能形成適中的表面張力,提高流平性,促進涂層均勻;濃度保持穩定,定時檢測并及時調整;避免相同方向流淌。
3)充分烘干。保持穩定的烘干溫度;足夠低的相對濕度;充足的烘干時間,尤其是最后一次涂料的烘干時間(建議超過 20 小時)。黃模組離開烘房至裝箱的時間越短越好,避免涂層降低至室溫并吸潮。
4、保持型砂充分干燥及良好的粒度結構。連續生產,保持適宜的砂溫(30~50℃);充分除塵。
(二)、選擇適合的鑄造專用珠粒
1、白模分解的產物是固態碳化物、游離碳、二氧化碳和水。
(高溫狀態下)二氧化碳和水是氣體,只要能及時排出,對鑄件質量不會造成不良影響。
以二氧化碳形式排出涂層,是排碳的最佳和主要途徑。
游離態的碳是極細的單體,可以被涂層小部分吸收;更多的被液態金屬吸收增碳;未被吸收或排出的碳,如果分散于鑄件表面,不會形成鑄造缺陷。如果集中出現,就形成宏觀的碳缺陷。
固態碳化物是大顆粒物質,不會被吸收或排出,一定以碳缺陷的形式存在。
為有效減少和消除碳缺陷、降低增碳,必須選擇分解氣化好、 二氧化碳產生量高、固態殘留少的珠粒制備白模。
2、EPS 與共聚料的區別
1)EPS,可發性聚苯乙烯,含碳 92%。
每 1 個乙烯分子結合 1 個苯分子,即苯環,形成 1 個苯乙烯分子。
苯環異常穩定,不易加成,不易氧化,不易分解。EPS 苯環占比高,氣化不好,固態殘留物多,會形成非常多的碳缺陷,并大量增碳(可超過 0.2%)。
如果聚合過程中添加穩定或阻燃的組分,氣化效果更差,固態殘留更多。
2)共聚料是苯乙烯和甲基丙烯酸甲酯的共聚物,含碳 62%。
甲基丙烯酸甲酯沒有結合苯環,屬易分解的分子鏈結構。苯乙烯和甲酯聚合后,聚合分子鏈苯環占比降低,甲基丙烯酸甲酯的分解又能催化苯環的分解。所以共聚料分解更充分,氣化好,固態殘留少。
共聚反應是復雜的化學反應過程,苯乙烯和甲基丙烯酸甲酯按最佳比例參與共聚,珠粒分解產生的二氧化碳方可接近或達到峰值,促 進碳最大程度地以氣體的形式排出,游離碳和碳化物的殘留才能降到最低。
所以,共聚組分中甲基丙烯酸甲酯的量并非越高越好。甲酯過量提高,只能單向增加分解發氣量。單組分甲基丙烯酸甲酯的聚合物含碳量更低,發氣量更大,但 CO2產生量并非最高,相同工藝狀態下,排碳效果不是最佳。
共聚料(STMMA)是鑄造專用珠粒,不添加任何阻燃劑和穩定劑。根據化學反應原理,苯乙烯和甲基丙烯酸甲酯按最佳比例參與聚合反應,珠粒分解氣化充分,CO2產生量接近峰值,保證碳大量排出,固態殘留物最少量產生,從而有效降低增碳,減少碳缺陷,實現最大程度的“節源”。
共聚料(STMMA)覆蓋了 70%以上的美國市場,國內批量應用前,已得到國外消失模鑄造領域的充分論證和認可。
工藝合理狀態下,共聚料形成的增碳可控制在 0.03%以下。
3、制備合格的白模,
1)滿足使用強度及白模成型需要的前提下,降低預發自然堆積密度,降低白模重量。
2)內外充分熔合,含水量足夠低。
3)重視白模室溫熟化。
(三)、依據鑄造性能及凝固特征合理設計鑄造工藝
1、相變特征
研究金屬的鑄造性能和凝固規律,必須對其相變過程有一定深度的了解。尤其是碳鋼產品,鑄態使用較少。
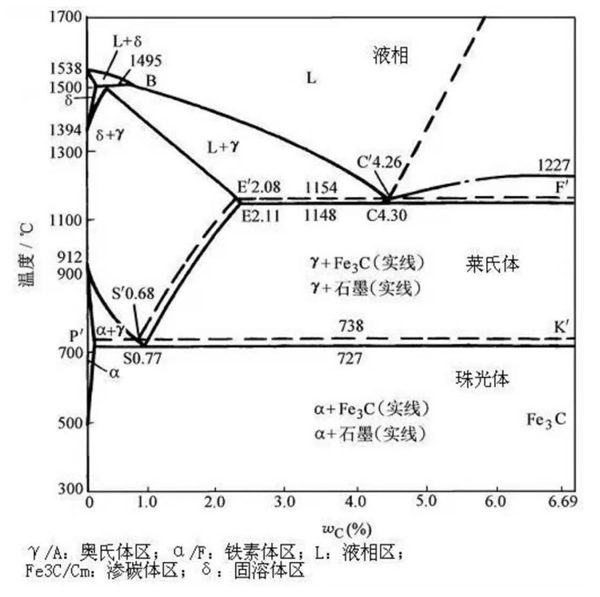
附圖 7,Fe-C(Fe3C)合金雙重相圖
1)理想狀態下:
亞共析鋼,共析轉變前,C 在奧氏體中的固溶度始終處于不飽和狀態,所以不會有 C(石墨)或 Fe3C 析出。
共析鋼,降低至共析溫度時,C 在奧氏體中的固溶度才能達到飽和狀態,共析轉變前不會有 C(石墨)或 Fe3C 析出。
所以,理論上,亞共析鋼和共析鋼,共析轉變前只是 Fe 的同素異構體之間的相互轉變,無穩定系結晶和亞穩定系結晶方式的區別。
冷卻速度對組織的影響只局限于晶粒尺寸,即冷卻速度越快,晶粒越細化,冷卻速度越慢,晶粒越粗大。
理想狀態下,亞共析鋼和共析鋼改變冷卻速度,對硬度和加工性能幾乎沒有影響。可采用正火的熱處理方式細化組織。
但是,隨著反石墨化元素含量及冷卻速度提高,共析點將相應左移。左移至共析點碳值小于實際含碳量,就會析出 Fe3C 組織。且隨著共析點碳值與實際含碳量的差值增加,析出 Fe3C 的時間相應延長,析出量相應增加。
2)過共析鋼,共析轉變前,根據含碳量不同,隨著溫度降低至 1148℃以下的相應溫度,含碳量超過其在奧氏體中的飽和固溶度,過飽和的 C 便會持續以 C(石墨)或 Fe3C 形式析出,直至共析轉變。
按穩定系的結晶方式,析出一定量石墨將降低基體的疲勞強度和延伸率。按亞穩定系結晶方式,析出一定量 Fe3C,提高基體硬度,提高耐磨性能,但降低了延伸率和沖擊韌性,組織脆性增加。
3)含碳量超過 0.0218%,無論共析鋼、亞共析鋼、過共析鋼,都有共析轉變過程。
按穩定系結晶,C 趨向于以石墨形式析出,基體疲勞強度和沖擊韌性降低。所以,一般碳素結構鋼,限制硅的含量。
按亞穩定系結晶方式,C 趨向于以 Fe3C 形式析出,促進產生珠光體組織,提高基體疲勞強度和沖擊韌性。所以,一般碳素結構鋼,錳含量比較高。
一般狀態下,抑制碳的石墨化,是碳鋼共析轉變的基本需要。
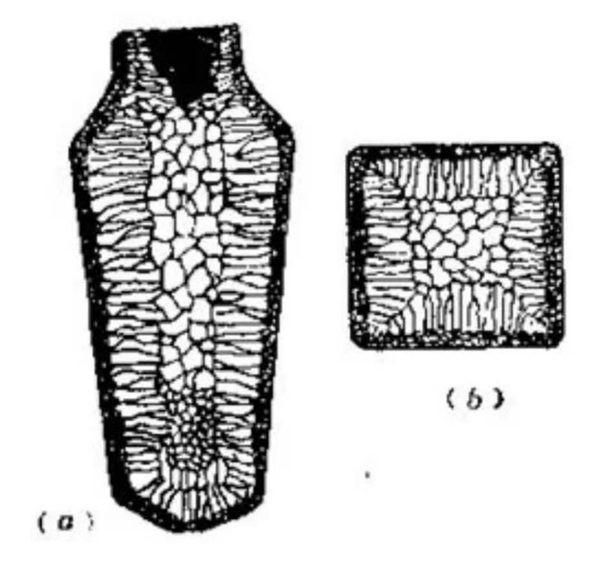
附圖 8,鑄鋼組織結晶示意圖
2、低碳鋼的鑄造性能及凝固特點:
1)澆注溫度高(超過 1600℃),有利于白模的氣化分解。
2)初晶溫度高(1500℃左右),含碳量越低,初晶溫度越高。
3)隨著含碳量降低,凝固結束溫度提高,凝固速度加快。
4)鑄態組織粗大,一般通過正火處理細化晶粒。
5)為減少氧化,降低收縮趨勢,避免鑄態晶粒過度粗大,澆注過熱溫度較低(一般 100℃~150℃),凝固較快,流動性較差。
6)、高溫低碳易氧化,且鋼液中的氣體和非金屬夾雜物上浮困難,極易形成內在缺陷。
7)、凝固收縮量較大。一般超過 2.1%,合金鋼可超過 2.5%,易變形及產生裂紋。
8)、順序凝固狀態下,實現自身補縮較困難,產生縮松或縮孔的熱節尺寸較小,需要更多的補縮冒口,且尺寸較大。
3、澆注系統的設計,應以促進形成正凝固溫度場為主。
有利于上液面保持高溫狀態,促進形成自下而上順序凝固,最大程度實現自上而下的補縮。
液面高溫,有利于白模的充分氣化分解。
結合鑄件高度及結構確定澆注系統的模式。
(四)、應重視的其它因素,
1、涂層性能
涂層是消失模鑄造至關重要的環節。良好的透氣性、足夠高的耐熱性能、足夠高的常溫強度和高溫強度,是必須同時具備的基本性能。
1)涂料性能,耐熱性能主要取決于骨料的耐火度。
常溫強度和高溫強度主要通過粘結劑組分得到。
影響透氣性能的主要組分是粘結劑的透氣性能,然后是骨料的粒度結構。(通過骨料粒度結構提高透氣性的空間不大)
2)操作和控制過程的影響粘結劑性能和骨料粒度結構優良,達到合理的濃度,形成良好的懸浮性和流平性,有助于得到更均勻的涂層。
未充分烘干或吸潮的涂層,透氣性、常溫強度和高溫強度均嚴重降低。
涂層最后一次烘干一定要充分。裝箱前,室溫暴露時間越短越好。
3)涂層厚度的確定相同性能的涂料,涂層增厚,耐熱性能、常溫強度和高溫強度均相應提高,透氣性則相應降低。
根據涂料及骨料的耐火度、透氣性能、強度指標,結合澆注溫度和鑄件結構,在滿足強度需要,尤其是高溫強度需要,保證不粘砂的前提下,涂層厚度宜薄不宜厚,以實現其透氣性最佳。
復雜結構鑄件,盲區或半盲區位置,盲孔、通孔或凹陷等過量受熱位置,局部厚壁處,可對相應區域預涂刷,局部涂層增厚。
涂層透氣性不足,將造成澆注液流不順暢,甚至形成反噴,提高增碳的趨勢,促進碳缺陷的大量產生。
涂層強度不足,易大量產生砂眼缺陷,高溫強度影響更大。
附圖 9:涂層高溫強度不足形成的表面皺皮
2、裝箱和澆口杯的聯接,
1)無需要人工輔助塞砂的半盲區結構,建議一次加砂震實。
2)澆口杯和直澆道的聯接,以無縫隙、型砂更遠離液態金屬為原則。
3)裝箱時保證黃模組涂層全干燥狀態,不建議箱內組裝。
3、脫氧,
因熔煉和澆注溫度較高,鋼液在熔煉和澆注過程中必然大量吸氧。碳含量低,更多的 O 和 Fe 結合,基體組織氧化較嚴重。如不充分脫氧,必然產生大量的氧化夾渣。

附圖 10,未充分脫氧導致組織嚴重氧化
Al 和 O、N 有較強的親和力,鋼的熔煉過程一般以純鋁脫氧定氮。
鋁對碳鋼組織和性能的影響,
1)鋁有細化奧氏體晶粒的作用,并提高晶粒粗化的溫度,從而顯著提高組織的沖擊韌性和疲勞強度;降低韌脆轉變溫度,改善低溫韌性;降低時效傾向性。
當殘余鋁含量超過一定值,又能促進奧氏體晶粒長大粗化。鋼種不同,此數值有較大差別。碳鋼細化晶粒的最高殘余鋁含量為 0.05%。
2)、鋁是較強烈促進石墨化的元素,作用僅次于硅。鐵素體鋼及珠光體鋼,如鋁使用量過多,將較強地促進組織的石墨化傾向,降低高溫強度和韌性。
3)強烈縮小奧氏體相區。
4)(較高含量)提高組織耐腐蝕性、抗氧化性、耐磨性(和其它元素配合使用)
5)影響鋼的熱加工性能、焊接性能和切削加工性能。
6)高溫狀態下,鋁極易吸氫,脫氧鋁過量使用,易形成大量的針孔。(超過 0.06%)
綜合鋁對組織及性能的影響,兼顧成本,以脫氧為主要目的的鋁的使用量,在保證脫氧效果的前提下,宜低不宜高。一般 0.1~0.15%。
4、熔渣,造渣是煉鋼的重要環節。
入爐原材料必然帶入部分鐵的氧化物和其它雜質,同時,由于澆注溫度較高,整個熔煉過程伴隨著大量氧化、過度腐蝕爐襯,鋼液中不斷產生大量的液態熔渣。
出爐前必須充分造渣,使上浮的熔渣顆粒固化聚集,和液態金屬分離。
澆注過程中,高溫鋼液持續腐蝕包襯。直至澆注結束,仍有部分熔渣不斷上浮。
消失模鑄造很難實現封閉模式的澆注過程,更難以通過封閉式澆注系統避渣。所以,澆注過程必須有效檔渣,或使用“茶壺包”。
高溫出爐,低溫澆注,就是為了通過靜置過程,讓熔渣有充足的時間上浮至液面。但是,為節約電耗,提高效率,一般企業較難實現。 (高端產品,靜置過程很有必要)
5、烤包
低碳鋼初晶溫度高,澆注過熱溫度一般較低,流動性差,凝固較快。如包襯溫度較低,與其接觸部分鋼液極易快速降至接近初晶溫度,隨著液面下降,凝固于包襯表面,形成“掛包”。
提高出爐溫度可以促進包襯吸收更多的熱量,相應提高包襯表面溫度。但超出澆注溫度的單向提高,易導致其它方面的問題,且包襯溫度的均勻提高短時間內是很難實現的。
鋼液入包后,靜置狀態下,冷包將促進鋼液溫度更不均勻,始澆溫度和末澆溫差相應加大,增加澆注溫度不穩定性,降低澆注質量。
新修或室溫狀態下的包襯,不同程度含水,水分將被入包鋼液部分吸收,加劇鋼液氧化,增加氣孔傾向。
烤包非常重要。
五、正確的工藝理念非常重要
能否建立系統的、平衡的工藝體系,取決于是否具備正確的工藝理念,這非常重要。
正確的理念,才能確定正確的方向。工藝方向正確的前提下,才能充分結合現場資源,綜合制定和實施有效的工藝措施,形成適合本企業的工藝體系。
整體工藝流程就有了“靈魂”。(清楚為什么這樣做)
一味地借鑒別人的經驗,將思維限制在模仿更多方法的空間內,將難以系統形成自己的核心技術,更無法保證產品質量持續提高。
六、 成功案例
(一)、山東蓬萊萬壽機械有限公司,重卡車橋及零部件產品。
2019 年下半年開始規劃鑄鋼項目。
重卡車橋系列支架、連接板等,安保產品。
25 鋼,需要焊接在沖壓橋殼上,碳含量控制嚴格。
光譜分析,表面 2mm 增碳低于 0.03%,2mm 以內無增碳。
2020 年月產量達 700~800 噸。2021 年月產量超過 1000 噸。
共聚料 2#、3#規格,月用量 4 噸左右,鑄造質量一直比較穩定。

附圖 11:重卡車橋焊接低碳鋼鑄件的白模及黃模組

附圖 12:重卡車橋焊接低碳鋼鑄件
從低碳鋼鑄造的困境中成功突圍,需要具備系統、科學的理念:
1、工藝理念明確
2010 年就突出鑄造專用珠粒的理念,全部球墨鑄鐵和灰鑄鐵產品均選用共聚料生產。灰鑄鐵綜合成品率超過 98.5%,球墨鑄鐵綜合成品率超過 97%。并取得了相當理想的經濟效益。
根據碳鋼的鑄造特點,在原工藝體系基礎上,針對性系統制定和落實具體的工藝措施,直接澆注,僅兩個月就形成批量生產。
2、過程控制嚴謹
3、突出骨干員工的作用,工藝執行過程嚴格考核,產量、成品率和每個員工的收入保持制度性的聯系,保證工藝執行力。
無焊補狀態的綜合成品率達到 99%,很多人會持懷疑態度,但數據來自企業的管理系統,是真實的,且較穩定。
(二)貴州凱里市,富安鴻達精密鑄造有限公司
鑄鋼產品涉及重卡、鐵路機車、軍工、智能設備等領域。
共聚料,先燒后澆。
大量碳渣、砂眼缺陷,產品外觀極差,內在鑄造缺陷造成的廢品很高。
投產 6 年,綜合成品率一直較低。

附圖 13,先燒后澆工藝白模組

附圖 14,先燒后澆工藝

附圖 15,共聚料先燒后澆產生的表面碳缺陷

附圖 16,EPS 板材手工件,表面大量碳皺皮

附圖 17,排氣不暢導致的整組澆注不足
2021 年 5 月,與浙江凱斯特新材料股份有限公司簽署合作協議,凱斯特公司提供全方位的技術支持,建設新的工藝體系。
至 8 月底,先燒后澆全部改變為直接澆注。

附圖 18,重卡汽車零部件 35 鋼

附圖 19,重卡汽車零部件 45 鋼

附圖 20,鐵路機車零部件 B 級鋼,含碳量相當于 15 鋼

附圖 21:鐵路機車零部件 B 級鋼,含碳量相當于 15 鋼

附圖 22:低合金鋼履帶板 含碳量相當于 35 鋼
歷時 4 個月,顛覆性改造了原有的工藝體系,實現了從先燒后澆至直接澆注的全面轉變。
工藝改造過程未增加任何投資。
節約了燒白模的成本,工藝出品率提高 10%以上。
產品質量發生了質的變化:
外觀碳缺陷很少出現,更無集中發生,外觀質量跨越性提高;
加工面極少發現碳缺陷;
內部無增碳,加工面基本無色差;
表面增碳低于 0.03%,甚至很難檢測;
綜合成品率超過 95%。
工藝改造完成后,通過不斷提高管理和過程控制水平,進一步優化工藝,產品質量必將繼續提高。

附圖 23:較大表面鑄件的外觀(B 級鋼)
2020 年下半年,浙江凱斯特新材料有限公司開始策劃和推廣消失模鑄鋼技術。通過為客戶提供白區、黑區及項目策劃等更全面的技術服務,促進共聚料在鑄鋼領域的應用,進而推動消失模鑄鋼直接澆注技術。





